

Máquina manual de pintura a pó, máquinas industriais de pintura a pó para Metal-PaintGo 660
- modelo
- PaintGo-660
Avaliação
Descrição
Paintgo-660, Add Pulse Mode e 4 opções pré-programadas para processamento - Economize 20% de material em pó!!!
Máquina manual de pintura a pó, máquinas industriais de pintura a pó para Metal-PaintGo 660

Vantagens do Equipamento Portátil de Revestimento em Pó
1: 100KV Alta Tensão:
Benefícios: Velocidade de revestimento mais rápida, alta produtividade
Benefícios: Velocidade de revestimento mais rápida, alta produtividade
2: Eletrodo de alta tensão na pistola de pó:
Benefícios: Fazendo mais pó com íons, economize materiais em pó.
3: Controlador Avançado:
Benefícios: Saída de pó precisa, aumentando a taxa de utilização de energia bruta.
4: Bocal multi-escolhas:Super Cascata
Benefícios: Garantindo a atomização perfeita do pó, melhorando a qualidade da superfície.
5: Modo de limpeza:
Benefícios: Mudança de cor rápida, material antiaderente
Benefícios: Fazendo mais pó com íons, economize materiais em pó.
3: Controlador Avançado:
Benefícios: Saída de pó precisa, aumentando a taxa de utilização de energia bruta.
4: Bocal multi-escolhas:Super Cascata
Benefícios: Garantindo a atomização perfeita do pó, melhorando a qualidade da superfície.
5: Modo de limpeza:
Benefícios: Mudança de cor rápida, material antiaderente
A máquina de revestimento em pó Paintgo-660/What consiste?

Controlador digital inteligente
1: controle de carregamento de pó: tensão e corrente de 100KV ajustáveis, monitores inteligentes para as condições de trabalho;
2: Painéis de controle visual: a tensão, corrente, pressão de ar de transporte, pressão de ar suplementar, pressão de ar de lavagem.
Benefícios:
1: Velocidade de revestimento mais rápida, alta produtividade;
2: Painéis de controle visual: a tensão, corrente, pressão de ar de transporte, pressão de ar suplementar, pressão de ar de lavagem.
Benefícios:
1: Velocidade de revestimento mais rápida, alta produtividade;
2: Ideal para pós metálicos e difíceis;
3: Saída de potência precisa, economia de pó;
4:Melhor qualidade da superfície;
4:Melhor qualidade da superfície;
5: aumento da penetração do pó
6: Segurança: Operação manual segura;
7: Desempenho máximo da operação.
A diferença entre PaintGo660 e PaintGo 500 é que o 660 adiciona um modo de pulso equatro opções pré-programadas para processamento:
O modo de pulso pode permitir que a arma adicione mais carga elétrica, o que promoverá acentuadamente a taxa de utilização do pó, economizando custos.
6: Segurança: Operação manual segura;
7: Desempenho máximo da operação.
A diferença entre PaintGo660 e PaintGo 500 é que o 660 adiciona um modo de pulso equatro opções pré-programadas para processamento:
O modo de pulso pode permitir que a arma adicione mais carga elétrica, o que promoverá acentuadamente a taxa de utilização do pó, economizando custos.
4 opções pré-programadas:
1: Modo de Revestimento: Tensão e Corrente Pré-programado Adequação para o processo de repintura;
2: Modo de Canto: Tensão e Corrente Pré-programado adequado para peça de trabalho de canto;
3: Modo Plano: Tensão e Corrente Adequação pré-programada para peça plana;
4: Modo de pulso: Recarregue rapidamente o pó ao trocar os pós;
1: Modo de Revestimento: Tensão e Corrente Pré-programado Adequação para o processo de repintura;
2: Modo de Canto: Tensão e Corrente Pré-programado adequado para peça de trabalho de canto;
3: Modo Plano: Tensão e Corrente Adequação pré-programada para peça plana;
4: Modo de pulso: Recarregue rapidamente o pó ao trocar os pós;

Pistola Cascade de Alto Desempenho
A pistola de revestimento de alta potência patenteada fornece excelente pulverização de pó em cascata, e seu eletrodo de alta tensão avançado fornece mais íons no pó, o que pode fornecer alta taxa de utilização de pós.
Benefícios:
1: Fazendo mais pó com íons, economize materiais em pó.
1: Fazendo mais pó com íons, economize materiais em pó.
2: Hmaior eficiência de transferência de pó, maior eficiência;
3: Distribuição de pó perfeita, maior qualidade de superfície.
4: O acoplamento de liberação rápida para a mangueira de pó torna a troca de pó mais fácil e rápida.
4: O acoplamento de liberação rápida para a mangueira de pó torna a troca de pó mais fácil e rápida.

Funil de Pó + Carrinho
Tamanho: D36 x H52 cm; capacidade: 50lbs em pó
O funil de pó apresenta uma construção durável em aço inoxidável para facilitar a limpeza e minimizar a contaminação.
A tremonha de fluidificação torna o pó completamente fluidizado sem acúmulo e absorção de umidade.

Bomba de pó
Fornece mais pós para pistolas de pulverização usando menos ar comprimido, obtendo uma utilização eficiente do material e custos de consumo reduzidos.
Um injetor de pó plug-in que pode ser desmontado sem qualquer ferramenta, permitindo limpeza e manutenção rápidas.

3 Tipos de Bocal de Pulverização
garantindo uma perfeita atomização e carregamento do pó.
material antiaderente-ótimo para mudança de cor.
1: controle de carregamento de pó
2: Melhor qualidade da superfície;
3: aumento da penetração do pó;
ACMAN PaintGo-660 pode evitar o efeito casca de laranja e retro-ionização
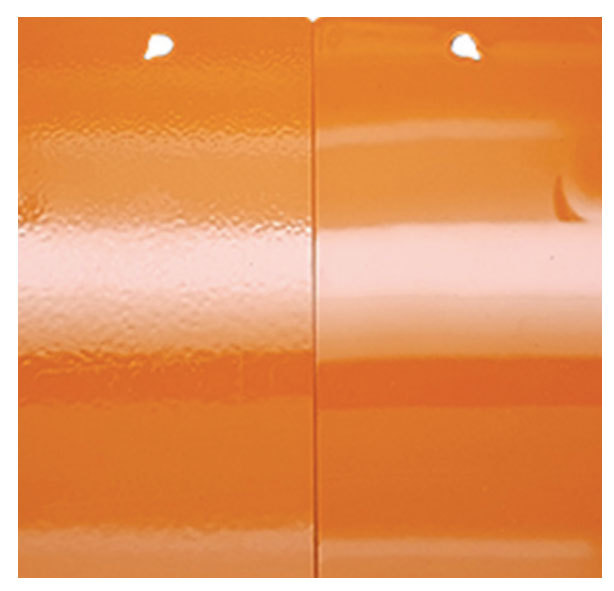
Sem efeito casca de laranja
Um dos problemas de qualidade mais comuns com o revestimento em pó é o efeito “casca de laranja”. O peeling de laranja é definido como uma textura irregular em produtos de acabamento liso. Assemelha-se à casca de frutas cítricas, daí o nome de casca de laranja.
o esquerdo é o revestimento de casca de laranja
Muitas coisas podem causar defeitos de casca de laranja. Aqui está uma lista de possíveis causas comuns e o que você pode tentar corrigi-las:
o esquerdo é o revestimento de casca de laranja
Muitas coisas podem causar defeitos de casca de laranja. Aqui está uma lista de possíveis causas comuns e o que você pode tentar corrigi-las:
1: O ciclo de aquecimento de suas peças é muito lento. Neste caso, determine a curva de aquecimento e aumente de acordo. Peças com alta espessura de parede são especialmente suscetíveis.
2: A temperatura do substrato excede a temperatura de fusão, causando acúmulo excessivo de filme. Tente verificar a temperatura do substrato (o máximo deve ser 40ºC/104ºF). Se for maior que a temperatura de fusão, aumente a fase de resfriamento.
3: Houve uma mudança na distribuição do tamanho das partículas e a porção de seu pó recuperado é muito alta. Para corrigir, otimize os resultados do depósito de pistolas de pó ou aumente os intervalos de elevação.
4: A espessura do filme é muito alta ou muito baixa. Verifique os parâmetros do sistema para determinar se este é o caso.
5: Os revestimentos em pó usados são incompatíveis. Verifique o estande e consulte o fabricante do pó para garantir que não seja esse o caso.
6: O pó foi armazenado por muito tempo ou pré-reagiu. Para corrigir isso, verifique o tempo de armazenamento. Se o pó for muito antigo, troque por pó mais fresco.
7: A voltagem que você está usando é muito alta. Para corrigir isso, otimize a tensão ou mude para aplicações ou pistolas de baixa ionização. as armas carregam partículas por contato friccional com o material dentro do corpo da arma, em oposição ao carregamento corona mais amplamente usado, que usa a fonte de alimentação para carregar partículas. O carregamento fornece excelente aplicação em gaiola de Faraday.
8: Você está vendo espessura de parede irregular. Para corrigir, otimize a temperatura do forno.
Você está experimentando o efeito de ionização de volta. Tente reduzir a tensão ou aumentar a distância entre a peça de trabalho e a pistola.
9: A velocidade do ar na entrada do forno pode estar muito alta. Neste caso, reduza a velocidade do ar (não deve ser superior a 0,5 m/s ou 1,5 pés/s) ou mude as guias de fluxo de ar.
As peças estão muito quentes ao sair do forno de secagem. Tente permitir um tempo maior de resfriamento (menos de 40ºC/104ºF para peças.
10: A temperatura de pré-aquecimento está muito alta. Isso pode ser corrigido diminuindo a temperatura de pré-aquecimento ou permitindo mais tempo para resfriamento.
11: O fluxo de pó é muito alto. Correto demais, abaixe a alimentação de pó.
12: O tempo de revestimento é muito longo. Correto demais, diminua o tempo de revestimento.
13: A geometria da peça é difícil ou desfavorável. Neste caso, tente alterar a configuração de suspensão ou pistola.
14: A arma e a peça estão muito próximas. Tente aumentar a distância entre a arma e a peça.
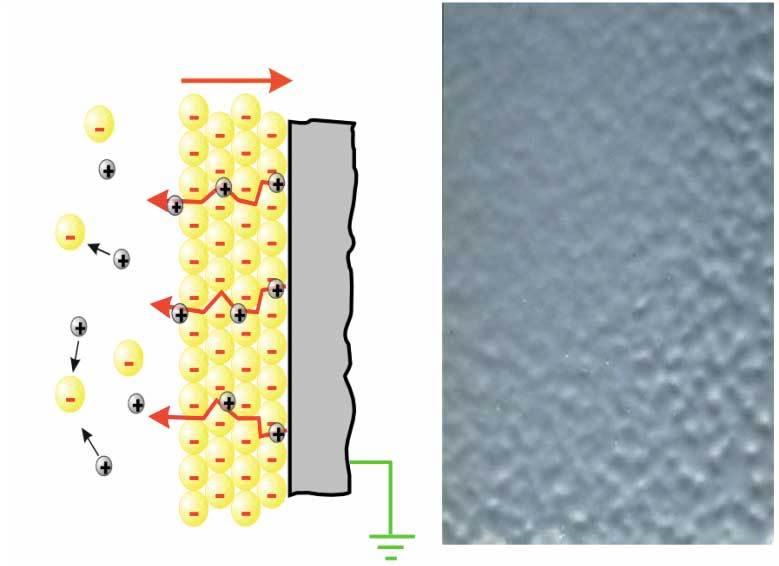
Voltar Ionização
A ionização traseira é um problema no revestimento em pó que ocorre quando as partículas de pó não conseguem encontrar um ponto de aterramento na superfície da peça e, como resultado, acumulam-se de forma desigual em outras partículas na superfície da peça, isso muitas vezes é chamado de "estrela" ou um “efeito de explosão estelar”. O efeito de ionização traseira é mais típico ao aplicar uma segunda demão em uma peça, mas também pode acontecer ao aplicar as primeiras demãos.
Aqui estão algumas dicas sobre como evitar a ionização de volta:
Diminua a configuração de voltagem: Este é o passo mais fácil para evitar a retro-ionização; no entanto, você deve sempre ter cuidado ao diminuir a tensão (Kv), pois pode causar outros problemas, como penetração e/ou cobertura inaceitáveis. O Powder Coating Equipment possui pré-ajustes de fábrica que ajustam automaticamente a tensão e a corrente para esta situação.
Revestimento a uma distância adequada: Este parece ser o motivo mais comum para a ocorrência de ionização traseira, quando a pistola está muito próxima da parte que você está revestindo. Certifique-se de sempre cobrir a distância adequada e, em seguida, mantenha essa distância o tempo todo. Muitas vezes isso se correlaciona diretamente com a forma como a peça ou peças são penduradas no gancho/rack de peças. Certifique-se de que a peça esteja estável e não balançando, pois isso torna quase impossível manter a distância de revestimento adequada. Nos casos em que a pistola deve ser mantida próxima à peça, é necessário ajustar a corrente para compensar isso. O Powder Coating Equipment também tem uma configuração de fábrica para isso.
Use um coletor de íons: Um anel de aterramento ou alguma outra forma de coletor de íons pode ser usado como fonte de aterramento para reduzir o efeito de superfície áspera. Estes são instalados logo atrás da ponta do eletrodo e sua finalidade é capturar quaisquer íons não utilizados do processo de carregamento que possam causar a textura irregular, sobrecarregando a superfície com pó já depositado.
Dados técnicos
Máquina de revestimento em pó PaintGo-660 | |||
| Tensão de entrada da rede | 220V | Frequência de operação | 50Hz/60Hz |
| Em pó | 50 W | Tensão de saída (para a arma) | 0-100KV (ajustável) |
| Corrente máxima de saída (para a arma) | 180UA(máximo) | Índice de IP | IP54 |
| Pressão pneumática de entrada de dados | Min6bar(87PSl)/max.10bar(145PSI) | Pressão de entrada recomendada | 7 bar (1015PSI) |
Max. Teor de vapor de água do ar comprimido | 1,4 g/m3 | Max. Teor de vapor de óleo do ar comprimido | 0,1mg/m3 |
Consumo Máximo de Ar | 13,2 N m3/H | Pulso T | 15-20 Relógio/seg |
Injeção máxima de pó | 600g/min | Polaridade | Negativo |
Opções: Adicionar fluidificação

Motor de vibração para pó fluidificante
Um motor vibratório no carrinho para fluidificação do pó, garantindo que não haja acúmulo de pó ou umidade absorvida, alimenta o pó de forma constante e suave.
O tipo de vibração não precisa de recipiente de pó, o tubo de sucção pode sugar o pó diretamente dos sacos de pó originais.
Portanto, é adequado para processos de mudança de várias cores, o que pode economizar tempo de mudança.
A desvantagem é que há um pouco de ruído para a vibração.
O tipo de vibração não precisa de recipiente de pó, o tubo de sucção pode sugar o pó diretamente dos sacos de pó originais.
Portanto, é adequado para processos de mudança de várias cores, o que pode economizar tempo de mudança.
A desvantagem é que há um pouco de ruído para a vibração.

Wechat

+86 19550289881

Info@dustscrubber.com

+86 18768123711








